
Vacuum Bagging Composites: Process, Materials, and Applications
Vacuum bagging composites is a foundational technique for manufacturers aiming to improve laminate quality, reduce variability, and achieve repeatable results across production runs. By applying controlled, uniform pressure during cure, vacuum bagging enhances fiber consolidation, minimizes voids, and stabilizes part geometry.
Across industries where performance margins are tight and consistency matters, vacuum bagging is often the difference between acceptable parts and production-ready laminates.
When to Use Vacuum Bagging in Composite Manufacturing
Vacuum bagging is most effective when part quality depends on uniform consolidation and controlled resin distribution. It is commonly introduced when manufacturers need tighter tolerances, lower void content, or improved surface finish compared to open layup alone.
Situations where vacuum bagging adds measurable value include complex geometries that require consistent pressure, laminates where excess resin negatively impacts strength-to-weight ratio, and production environments where repeatability is critical. Even in lower-volume manufacturing, vacuum bagging helps stabilize results and reduce rework.
Learn more about Smartech’s composite vacuum bagging solutions.
Vacuum Bagging Across Common Composite Processes
While the core principle remains the same, vacuum bagging plays different roles depending on the composite process being used.
Wet Layup and Vacuum Bagging
In wet layup applications, vacuum bagging improves consolidation after resin is manually applied to the reinforcement. Once sealed and evacuated, atmospheric pressure compacts the laminate, helping fibers conform to the mold while driving out trapped air.
This approach reduces resin-rich areas, improves laminate thickness control, and produces cleaner surface finishes compared to wet layup without vacuum assistance.
Prepreg Debulking and Cure
For prepreg materials, vacuum bagging is essential both during intermediate debulking and final cure. Debulking under vacuum removes air between layers, improves ply nesting, and prevents wrinkles before the full cure cycle begins.
During cure, vacuum maintains uniform pressure and helps manage volatiles, supporting consistent fiber volume and predictable mechanical properties across parts.
Resin Infusion Support (VARTM)
In resin infusion processes such as VARTM, vacuum bagging creates the sealed environment required to draw resin through dry reinforcement. A stable vacuum envelope ensures even resin flow, reduces the risk of dry spots, and supports uniform wet-out across large or complex molds.
Bag integrity and airflow management are especially important in infusion, where leaks or uneven pressure can compromise the entire laminate.
READ: Resin Infusion vs. Prepreg: What’s the Difference?
Material Selection That Impacts Composite Results
Vacuum bagging performance depends heavily on selecting the right materials across the full stack. Each layer affects airflow, resin control, part release, and sealing reliability, which directly impacts repeatability.
Common vacuum bagging materials include the following.
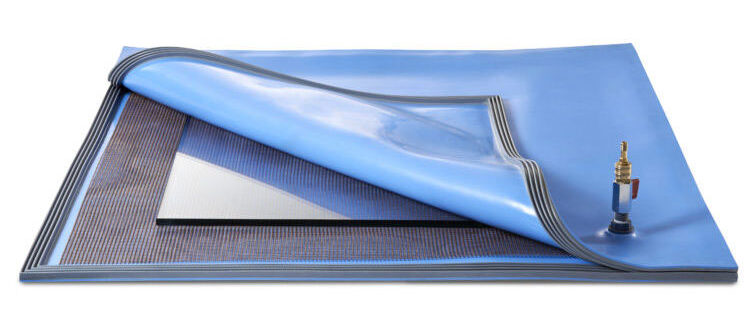
- Vacuum membrane or bagging film
Reusable silicone and rubber membranes help stabilize vacuum bagging when repeatability matters. When a membrane seals reliably and conforms cleanly, pressure stays more uniform across the layup and defects tied to leaks, bridging, and uneven compaction are easier to control. - Release agent and release film
Helps prevent bonding to the tool and supports clean separation after cure. Perforation choices influence how much resin or air can move through the stack. - Peel ply
Creates a controlled surface for secondary bonding or finishing, and can help manage resin at the laminate surface depending on fabric type. - Breather and bleeder materials
Provide airflow paths so vacuum reaches the full part area. They can also absorb excess resin when used as bleeders, helping control resin content and laminate thickness. - Sealant tape and tacky tape
Determines how well the bag seals under vacuum and temperature. Stable sealing reduces leaks and keeps pressure consistent through the cycle. - Vacuum ports, hoses, and fittings
Influence evacuation rate and pressure stability. Poor placement or restrictions can create uneven vacuum distribution across the part.
Selecting materials based on temperature range, chemical exposure, part geometry, and the resin system helps stabilize the process and reduce variation over time.
Common Composite Defects and How Vacuum Bagging Prevents Them
Most composite defects trace back to trapped air, uneven compaction, or inconsistent resin movement. Vacuum bagging improves consistency by evacuating air and applying uniform pressure across the laminate through cure.
Void porosity
Voids are trapped air pockets that reduce strength and can appear as pinholes or internal porosity. They’re often caused by air left in the layup, bag leaks, or poor airflow paths. Vacuum bagging removes air and compacts the stack, while better sealing, solid port placement, continuous breather coverage, and stable vacuum help keep voids down.
Resin-rich areas
Resin-rich zones add weight and reduce fiber volume, which hurts stiffness and strength-to-weight ratio. They usually come from over-wetting, inconsistent resin control, or a stack that doesn’t manage resin migration well. Vacuum bagging improves consolidation, and dialing in bleeder setup, release film perforation, and resin application consistency helps prevent resin build-up.
Dry spots and incomplete wet-out
Dry areas form when reinforcement isn’t fully wetted, creating weak zones. In infusion, this is commonly tied to unstable vacuum, leaks, restricted flow, or uneven resin front movement. A stable vacuum envelope supports reliable flow, and tighter bag integrity, cleaner media layout, and vacuum monitoring help reduce dry spots.
Bridging and fiber distortion
Bridging occurs when plies lift in corners or radii, leaving gaps and uneven thickness. It’s typically driven by poor bag conformity, too few pleats, sharp transitions, or a stack that won’t compress into geometry. Vacuum bagging helps, but success depends on better pleating, localized breather support, smoother transitions, and a film or membrane that conforms without shifting the layup.
Thickness variation and dimensional inconsistency
Thickness and geometry issues often come from uneven compaction, inconsistent stackups, leaks, or cure variation. Vacuum bagging stabilizes pressure for better repeatability, and standardizing materials, leak checks, port locations, and process steps helps lock in consistent results.
Composite Applications Where Bagging Pays Off
Vacuum bagging shows up anywhere composite parts need consistent consolidation, predictable thickness, and fewer defects from one build to the next. It’s especially useful when parts are inspected closely, assembled to tight fits, or produced at volumes where variation turns into scrap fast. Below are some examples:
- Aerospace and defense: Flight panels, fairings, radomes, interior panels where void control and thickness consistency support strict inspection.
- Automotive and transportation: Aero parts, structural panels, battery enclosures, covers where repeatable thickness helps fit, finish, and assembly.
- Marine: Hull sections, decks, stringers, bulkheads where better consolidation improves durability in wet service.
- Industrial tooling and enclosures: Production molds, composite fixtures, machine covers, housings where stable geometry keeps builds consistent.
- Renewable energy and large structures: Large laminate skins and structural panels, where even compaction helps prevent defects across wide surface areas.
Get the Right Reusable Vacuum Bag for Your Composite Process
Consistent laminate quality depends on vacuum materials that seal reliably and conform cleanly through every cycle. Smartech supports composite teams with silicone and rubber membrane options built for repeatable production across changing part geometries.
Smartech also builds custom reusable vacuum bags to your dimensions and shop setup, including vacuum tables, vacuum formers, and framed systems. Contact our team with your cure temperature and part profile and we’ll recommend the right membrane or custom bag to perform reliably from the first run.
Looking for More Information?
Check out our Resources or Contact Us